Cov khoom
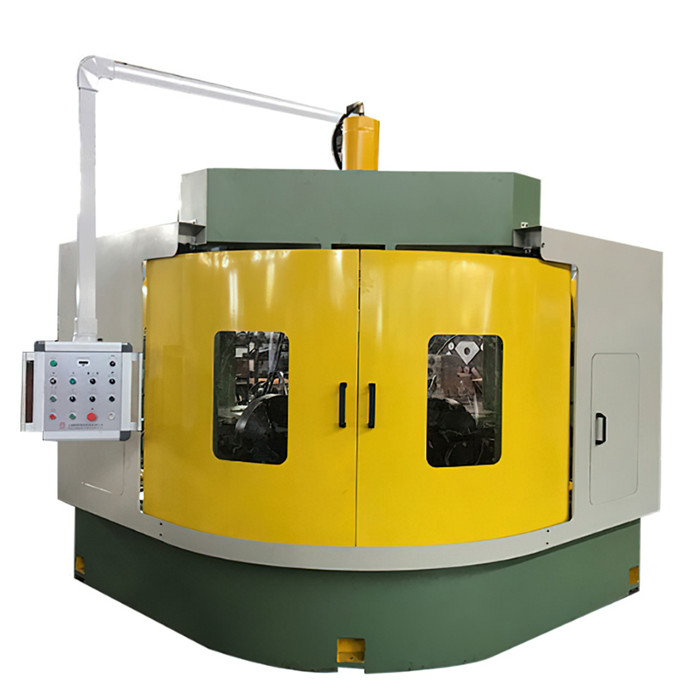



tshuab bevelling
Q1245 beveling tshuab
| SerialNo. | Lub npe | Parameter tus nqi | Chav tsev | Lus ceeb toom | |
| 1 | Lub zog | Lub cev muaj zog | 4 | KW | Main lub cev muaj zog |
| Spindle ceev | 960 ua | R / min | |||
| Tool carrier differential feeding kom muaj nuj nqis | 0,0.17 ib | mm/r | |||
| Tool phau ntawv axial kev taw qhia mob stroke | 200 | mm | |||
| phau ntawv axial kev taw qhia ceev | 18.8 ib | mm/r | |||
| 3 | Clamp platform txhais tau tias | Clamping hom | hydraulic | ||
| 4 | Cutterhead lub cev | Cutter taub hau | Φ550 | mm | |
| Angle tool carrier | 0-35 ° | Differential kev vam meej | |||
| Cutterhead ceev | 54-206 : kuv | rpm ua | Rau lub zog | ||
| Txiav txoj kab uas hla | Φ30-φ426 | mm | |||
| txiav thickness | 6-100 | mm | |||
| Groove hom | Ib V, ob U V | Los yog txiav txim siab los ntawm lub cuab yeej | |||
| 6 | Tshuab dhos txheej txheem | Spindle central qhov siab | 1000 | mm | |
| Tshuab dhos hnyav | 2000 | kg | |||
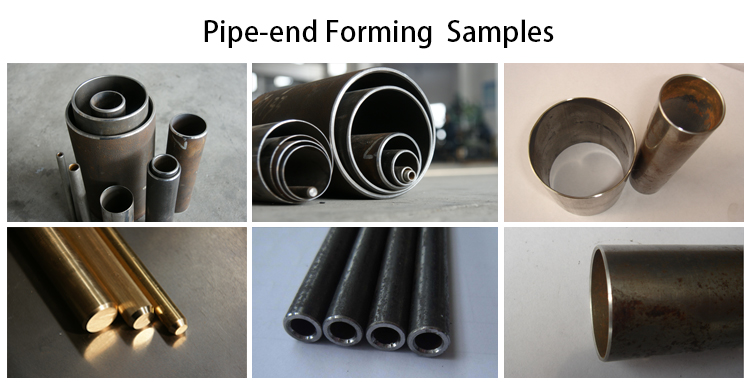
Lub tshuab chamfering yog ib qho cuab yeej tshwj xeeb rau chamfering thiab beveling kav los yog daim hlau ntawm lub vuam pem hauv ntej lub ntsej muag.Lub tshuab chamfering daws qhov tsis zoo ntawm cov ces kaum tsis sib xws, qhov chaw ntxhib, thiab cov suab nrov ua haujlwm loj hauv cov nplaim hluav taws, kev sib tsoo thiab lwm yam kev ua haujlwm.Nws muaj qhov zoo ntawm kev ua haujlwm yooj yim, lub kaum sab xis txheem thiab du nto.
Ua ntej pib, xyuas seb lub hau tiv thaiv puas zoo thiab ruaj khov;seb cov cuab yeej txav mus los thiab cov lus qhia kev noj zaub mov puas yog.
Kev siv lub tshuab ceev ceev chamfering yog txoj kev loj hlob ntawm kev lag luam machinery.Nws kov yeej cov kev ua tsis zoo ntawm cov tshuab thiab cov cuab yeej hluav taws xob uas twb muaj lawm, thiab muaj qhov zoo ntawm kev yooj yim, ceev thiab raug.Nws yog qhov kev xaiv zoo tshaj plaws rau chamfering ntawm cov khoom hlau tam sim no.